La fiabilidad en la técnica agrícola. Generalidades y problemas resueltos (página 2)
De donde se infiere que el soporte matemático de
los estudios de fiabilidad es complejo, precisamente por la
cantidad de indicadores que se pueden evaluar y por los
conocimientos de estadística que es necesario
tener.
Sin embargo, gracias al trabajo de muchos
investigadores, se conocen hoy las exigencias básicas y la
metodología a seguir para realizar estos
estudios.
3.3. Usos recomendados de las leyes de
distribución.
Según la experiencia acumulada, en la rama de la
Mecanización Agropecuaria, la ley de distribución
Normal se utiliza cuando:
a) Es necesario determinar el carácter
de la dispersión de los recursos de trabajo antes de
la reparación, entre reparaciones y recursos totales
de trabajo, tanto de las máquinas en conjunto como de
sus agregados y piezas.b) Para determinar el carácter de la
dispersión del tiempo y los costos de
recuperación de la capacidad de trabajo de la
máquina y sus agregados o piezas.c) Para determinar el carácter de la
dispersión de los errores de medición en las
piezas y la dispersión en las dimensiones de las
piezas entre valores permisibles.d) Al considerarse varias leyes de
distribución iguales y diferentes.
No obstante, esto no significa que en estos casos sea
obligatorio el empleo de la ley de distribución Normal,
pueden ocurrir casos cuando la dispersión de los
indicadores anteriormente mencionados se corresponda con otras
leyes y por ello, para cada caso concreto es necesario comprobar
la correcta selección de la ley teórica de
distribución.
La ley de distribución Normal se caracteriza por
las funciones Diferencial f(t) e integral F(t), cuyas
características significativas fundamentales son las de
poseer una distribución uniformemente simétrica con
respecto a un valor medio.
La función diferencial o función de la
densidad de las probabilidades de la distribución Normal
se determina por la ecuación [7].

La ley de distribución de Weibull se utiliza
cuando:
a) Se quiere determinar el carácter de
la dispersión de los recursos o plazos de servicio
entre piezas o uniones independientes.b) Para determinar las características
de la dispersión de la elaboración entre
falllas de explotación.c) Para determinar el carácter de la
dispersión entre los recursos antes de la
reparación y entre reparaciones, o los recursos de
servicio de aquellas piezas o uniones cuyas fallas se
acompañan de la salida de explotación de una de
estas piezas o uniones.
La característica distintiva de la ley de
distribución de Weibull es su asimetría a la
derecha en su función diferencial. Como consecuencia de
esta asimetría y a diferencia de la ley de
distribución Normal, la media, la moda y la mediana de los
indicadores de fiabilidad, no son iguales entre ellos.
La función diferencial o función de la
densidad de las probabilidades f (t) y la función integral
o función de la distribución F (t) según la
ley de distribución de Weibull se determinan
como:

Para utilizar la ley de distribución de Weibull
al evaluar indicadores de fiabilidad, es necesario determinar los
parámetros (a) y (b) de acuerdo a los datos de la
información experimental.
Las funciones teóricas de las leyes de
distribución se caracterizan por
parámetros.

CAPÍTULO IV.
Pruebas y volumen
de información
4.1. Planes de pruebas para estudios de
fiabilidad.
El tipo de prueba a utilizar se debe corresponder con
alguna de las normas establecidas, acerca de las cuales en el
trabajo se exponen las exigencias de la norma Gost 17510-72
Planes de Pruebas a modo de ejemplo, la que se encuentra vigente
desde el año 1973 y contempla lo siguiente:
1. Plan NUN. Las observaciones se realizan hasta
una elaboración tal, que durante ella y para todas las
máquinas sujetas a estudio aparezca el indicador de
fiabilidad que interesa al investigador. La letra U en este y en
el resto de los tipos de planes significa, que se extrae del
conjunto aquella máquina en la cual se haya evidenciado el
indicador de fiabilidad que se investiga.
2. Plan NUT. Las observaciones se realizan para N
máquinas hasta que se alcance una elaboración dada
T, independientemente de la cantidad de máquinas N donde
aparezca el indicador de fiabilidad investigado.
3. Plan NRT. Las observaciones se realizan a N
máquinas hasta su elaboración T, independientemente
de la cantidad de máquinas e indicadores de fiabilidad que
se registren.
La letra R, tanto en este como en los restantes tipos de
planes donde aparece, significa que se considera la
restauración de la capacidad de trabajo de las
máquinas o elementos que la han perdido y se vuelven a
poner en el conjunto de observación.
De este modo, en este tipo de plan el conjunto de
máquinas sometidas a estudio es siempre
constante.
4. Plan NUr. La observación se realiza
hasta que aparezcan en todas las máquinas del conjunto r
indicadores de fiabilidad, por ejemplo, r fallos.
5. Plan NRr. Lo mismo que en el caso anterior,
pero considerando la recuperación de las máquinas
que han fallado y se han vuelto a poner en el conjunto objeto de
estudio.
Los métodos más usados son: NUN, NUT y
NRT.
El plan NUN generalmente se usa para obtener
información acerca del recurso técnico y
período de servicio de las máquinas y elementos de
máquinas de relativa baja durabilidad (combinadas,
sembradoras, arados, etc)
Realizar estudios de fiabilidad encaminados a determinar
recurso de trabajo en los tractores y combinadas por el plan NUN
prácticamente es imposible, como consecuencia de sus
relativamente grandes durabilidades. Por ello, para realizar este
tipo de estudio se usa el plan NUT, limitando la
elaboración T hasta el final de la observación. En
este caso, la observación del estado límite
será registrado solo en una parte de las máquinas,
preferiblemente nunca menor que el 50% de las sometidas a
estudio.
Al usar el plan NUT puede suceder que se saquen de
observación máquinas que aun estén aptas
para el uso por problemas de reclamación hacia otras
empresas y otras causas.
El plan NRT se usa ampliamente para obtener
información acerca de los indicadores de trabajo sin
fallos de los tractores y máquinas agrícolas,
así como para conocer los gastos de tiempo y recursos
financieros durante la eliminación de los fallos de
explotación y realización de las operaciones de
asistencia técnica.
Al seleccionar información para estudios de
fiabilidad, generalmente se emplean los siguientes planes de
prueba en los casos siguientes:
NRT– Para evaluar trabajo sin
fallos.NUT– Para evaluar Durabilidad de los
tractores y Automóviles.NUN y NUT– Para evaluar Durabilidad de
las combinadas y máquinas
agrícolas.NUN y NRT– Para evaluar aptitud para la
reparación.NUN, NUT y NRT– Para evaluar indicadores
complejos de fiabilidad.
La cantidad y calidad de la información inicial
debe ser tal, que independientemente del método que se use
para su elaboración, el error relativo (() no sea superior
al (10 – 20%).
No obstante, existen además las llamadas pruebas
aceleradas, con ayuda de las cuales se puede obtener una
información confiable en menor tiempo.
4.2. Método de pruebas aceleradas
para obtener la información inicial.
Para investigaciones o trabajos de control, gran
difusión han adquirido en la práctica las pruebas
aceleradas como vía para obtener en menos tiempo datos
confiables con la exactitud requerida.
Teniendo en cuenta que estas pruebas se pueden realizar
de diferentes formas independientemente de las condiciones de
aceleración, para evaluar su efectividad se usa el
coeficiente de aceleración que se puede calcular
como:

Al elaborar los métodos de pruebas aceleradas, es
necesario tener en cuenta que el proceso de destrucción o
desgaste del objeto se puede lograr de diferentes formas, pero
siempre forzando determinados parámetros, ejemplos:
(forzando los regímenes de carga, aumentando la velocidad,
la temperatura, usando abrasivos, realizando las pruebas en una
atmósfera agresiva, etc).
Sin embargo, es importante tener en cuenta que los
regímenes de prueba no se pueden forzar de manera
ilimitada, pues esto puede conducir a la obtención de
resultados falsos. Ello se debe a que cada proceso destructivo
posee su zona crítica en la cual pueden ocurrir
variaciones cualitativas de la muestra.
Por ello, es necesario seleccionar los regímenes
y métodos de pruebas aceleradas considerando que no se
debe llegar a la zona crítica, de manera que se asegure
mantener las características cualitativas del objeto entre
límites permisibles.

La prueba acelerada asociada al fallo por desgaste se
puede detener, si se establece una dependencia funcional entre la
magnitud del desgaste y la elaboración.
Cuando las pruebas se realizan en bancos, aparecen
dificultades asociadas a la determinación del coeficiente
de traspolación (Kp) entre estas condiciones de prueba y
las condiciones de explotación. Ello está
relacionado con el hecho de que en condiciones de banco, la
función que caracteriza a la probabilidad del trabajo sin
fallo decrece mucho más rápido que como ocurre en
condiciones de explotación.

Por consiguiente:

De este modo, para que se puedan comparar las pruebas de
banco con las de explotación, es necesario que los
coeficientes de variación del tiempo de trabajo sin fallos
del objeto en ambas condiciones sean iguales y que la magnitud
del coeficiente de aceleración sea constante, es decir,
que exista equivalencia entre el tiempo medio de trabajo sin
fallo en condiciones de explotación y en el banco. Esto es
aplicable a cualquier ley de distribución.
El recurso medio de trabajo en condiciones de
explotación y en el banco durante las pruebas aceleradas
es una magnitud casual y por consiguiente, el coeficiente de
aceleración también lo es.
Por ello, la exactitud en su determinación
depende del volumen de las pruebas para determinar los recursos
medios.
Para evaluar la exactitud del coeficiente de
aceleración se puede usar la ecuación:

4.3. Volumen de
información.
Las pruebas de tractores, combinadas y máquinas
agrícolas complejas no solo requieren de mucho tiempo,
sino que en ellas además se requieren grandes gastos de
materiales y recursos. Además, no siempre en los estudios
ingenieriles se requiere gran exactitud en los
resultados.

Teniendo en cuenta la esencia de la selección y
procesamiento de la información para estudios de
fiabilidad, se puede arribar a las siguientes
conclusiones.
Al seleccionar información, generalmente se
emplean los planes de pruebas señalados con
anterioridad.El volumen o repetición de la
información debe ser óptimo, es decir; no debe
ser tan grande N ( 50 que cause elevados gastos en la
realización de las pruebas, ni tan bajo N ( 15 que el
error resultante de los resultados obtenidos sea
significativo.
Es necesario tener en cuenta, además que aplicado
a las condiciones agrícolas lo más usado es tomar
(V= 0.3 – 0.5) para una repetición de información
equivalente a N ( 15 y un error relativo de (( ( 20%) y para (N =
50) el error es de (10%). La reducción del volumen de la
información hace que el error crezca y por ejemplo, para N
= 5, el error alcanza el valor del 50%.
CAPÍTULO V.
Elaboración de la información.
Ejemplos
Existen diferentes métodos para procesar la
información destinada a estudios de fiabilidad, ejemplo,
existe el método de las máximas similitudes que es
trabajoso, difícil y requiere del empleo obligatorio de
las técnicas de cómputo, por ello, utilizar
métodos similares para las condiciones agrícolas y
empresas reparadoras no solo dificulta el proceso, sino que no es
necesario, debido fundamentalmente a que en este caso la
exactitud de los resultados supera la exactitud y confiabilidad
de los datos iniciales.
El método que a continuación se recomienda
es sencillo y confiable para los objetivos propuestos y puede ser
empleado en la realización de cálculos ingenieriles
sin necesidad de emplear las técnicas de
cómputo.
El esquema general del procesamiento matemático
de la información acerca de los indicadores de fiabilidad
por este método incluye los siguientes pasos,
después que se haya obtenido la tabla correspondiente de
datos de información inicial y ésta se haya
ordenado de manera ascendente:

5.1 Ejercicios resueltos.
1. Procesar estadísticamente los datos que
se representan en la tabla 3 correspondientes al trabajo de 70
motores, con el objetivo de determinar indicadores de fiabilidad
de los mismos.
Tabla 3 Resultados del tiempo de trabajo
sin fallos de 70 motores.
Motor | Elab. | Motor | Elab. | Motor | Elab. | Motor | Elab. | Motor | Elab. | Motor | Elab. |
1 | 1500 | 13 | 3210 | 25 | 3790 | 37 | 4210 | 49 | 4490 | 61 | 5210 |
2 | 1870 | 14 | 3260 | 26 | 3810 | 38 | 4230 | 50 | 4570 | 62 | 5350 |
3 | 2010 | 15 | 3300 | 27 | 3900 | 39 | 4260 | 51 | 4600 | 63 | 5400 |
4 | 2010 | 16 | 3300 | 28 | 3920 | 40 | 4300 | 52 | 4710 | 64 | 5670 |
5 | 2720 | 17 | 3300 | 29 | 3940 | 41 | 4300 | 53 | 4730 | 65 | 5790 |
6 | 2900 | 18 | 3420 | 30 | 3970 | 42 | 4350 | 54 | 4820 | 66 | 5840 |
7 | 3020 | 19 | 3460 | 31 | 4000 | 43 | 4370 | 55 | 4850 | 67 | 5900 |
8 | 3060 | 20 | 3480 | 32 | 4000 | 44 | 4380 | 56 | 4910 | 68 | 5950 |
9 | 3060 | 21 | 3580 | 33 | 4100 | 45 | 4420 | 57 | 4930 | 69 | 5970 |
10 | 3180 | 22 | 3610 | 34 | 4130 | 46 | 4470 | 58 | 4990 | 70 | 7800 |
11 | 3200 | 23 | 3620 | 35 | 4130 | 47 | 4470 | 59 | 4990 | ||
12 | 3210 | 24 | 3700 | 36 | 4180 | 48 | 4490 | 60 | 5100 | ||
Solución:
I- Construcción de la fila
estadística de información y
determinación del desplazamiento.
La fila estadística de información se
construye para facilitar los cálculos posteriores sin que
se pierda exactitud, cuando la cantidad de información
inicial N ( 50

El primer intervalo de la fila estadística de
información se ubica de manera tal, que el primer punto de
la información aproximadamente coincida con
este.
Al determinar la magnitud del intervalo (A), así
como su pocisión en la fila estadística, se
redondea su valor de manera tal que se obtengan valores
cómodos para el posterior procesamiento de esta
información.
Para los datos correspondientes a la tabla de datos
iniciales se obtiene:

N- Cantidad general de experimentos o repetición
de la información, así como cantidad de
máquinas sometidas a estudio.
Ejemplo:
La probabilidad experimental en el tercer intervalo
será:

Figura 1 Esquema de procesamiento de la
información para estudios de fiabilidad.
II- Determinación del inicio a la
dispersión.
En muchos indicadores de fiabilidad para tractores y
máquinas agrícolas tales como: (recurso de trabajo,
precio y tiempo de recuperación de la capacidad de
trabajo, etc.), el inicio de la dispersión se encuentra
desplazado del valor cero.


La dispersión es una de las
características fundamentales del indicador de fiabilidad
que permite traspolarnos desde la ley general hasta los
indicadores de fiabilidad de máquinas independientes. En
la práctica ingenieril de explotación de las
máquinas, gracias a la característica de la
dispersión en los indicadores de fiabilidad, se pueden
resolver tareas fundamentales tales como; determinar los plazos
en que se debe colocar en explotación diferentes
máquinas, determinar los gastos en reparación,
determinar las máximas y mínimas elaboraciones para
cada fallo explotativo de la máquina, etc.
El carácter de la dispersión durante las
pruebas de máquinas para estudios de fiabilidad es la
dispersión (Dop) y equivale al valor medio del cuadrado de
las desviaciones.

Sin embargo, utilizar el valor de la dispersión
no siempre es cómodo, pues el valor absoluto de
ésta generalmente se obtiene demasiado grande y
además, las dimensiones de la dispersión son
iguales al cuadrado de las dimensiones o magnitud del indicador
de fiabilidad.
Es por ello que mayor aceptación y comodidad de
empleo para determinar el carácter de la
dispersión, lo ha adquirido el valor medio
cuadrático de la desviación:

De la fila estadística de información se
extraen los valores medios de los intervalos y consecuentemente
sus correspondientes frecuencias (mi), para conformar la tabla
4.

Contra las dos columnas obtenidas se añaden
aún dos más. En la tercera columna se coloca un
guión frente el lugar donde se encuentra el máximo
valor de la frecuencia mi= 19.0. En la cuarta columna se colocan
tres guiones de manera tal, que uno coincida con el lugar donde
se ubicó el de la tercera columna, los restantes, uno por
encima y el otro por debajo.
En la tercera columna se coloca la suma de las
frecuencias (mi) obtenida de la suma consecutiva de sus valores
desde el inicio de la segunda columna hasta el número
colocado contra el guión en la tercera columna y desde el
final de la segunda columna hasta ese mismo número, sin
incluir mi=19.0. Sumando los valores de la tercera columna se
obtienen los valores correspondientes a (K1) y (L1).
En la cuarta columna se repite ese mismo procedimiento
de sumar los números, obteniéndose entonces los
valores de (K2) y (L2).
El valor medio del indicador de fiabilidad y la
desviación media cuadrática se determinan por las
ecuaciones:

III- Comprobación de la
información a la caída de puntos.
En la información inicial sobre indicadores de
fiabilidad, obtenidos durante la observación y
experimentación de las máquinas, pueden existir
datos errados que se apartan de la ley de distribución
general a la que responden la mayoría de los puntos o
valores obtenidos.
Por ello, se recomienda que antes de desarrollar el
procesamiento matemático final de la información,
se compruebe en esta los puntos que probablemente se aparten de
la ley de distribución a la que responden la
mayoría de los puntos obtenidos.

En el ejemplo, los puntos extremos, (inferior y
superior) de la información se corresponden
con:
4140 – 3(1050)= 990 m-h como punto inferior.
4140+ 3(1050)= 7290 m-h como punto superior.
El recurso menor de trabajo antes de la
reparación para los motores es de 1500 m-h según la
tabla de datos iniciales. Por consiguiente, este punto de la
información es certero y debe ser considerado para los
cálculos posteriores, pues (1500(990).
El recurso mayor de trabajo de los motores es de 7800
m-h. Este punto de la información se aparta del extremo
superior 7290 m-h y por ello no debe ser considerado en los
cálculos posteriores.
Sin embargo, mucho más exacto es el método
de comprobar, tanto a los puntos extremos como cualquier punto de
la información según el criterio de Irbin, cuyos
valores pueden ser consultados en la (tabla 1 anexos).

Comparando los resultados experimentales y
teóricos de los criterios, (ver tabla 1 anexos) para N=70,
se arriba a las siguientes conclusiones:

En la tabla 5 se representan los datos correspondientes
a la fila estadística de información corregida,
para el caso de los motores estudiados.
Tabla 5 Fila estadística de información
corregida, relacionada con el recurso de trabajo de los motores
objetos de estudio hasta antes de la
reparación.

IV- Construcción de los histogramas,
polígonos y curvas de las probabilidades acumuladas de
los indicadores de fiabilidad.
La fila estadística de información
elaborada a partir de los datos corregidos, brinda la
característica experimental completa de la
distribución del indicador de fiabilidad.
De acuerdo a los datos de la fila estadística, se
pueden construir los histogramas, polígonos y curvas de
probabilidades experimentales, las que brindan una imagen acerca
de la distribución experimental del indicador de
fiabilidad y permite en una primera aproximación resolver
una serie de problemas ingenieriles relacionados con la
evaluación de la fiabilidad en tractores y máquinas
agrícolas.

Los histogramas y polígonos son funciones
diferenciales y la curva de probabilidades experimentales
acumuladas es una función integral de las leyes
estadísticas de distribución de los indicadores
experimentales de fiabilidad.
El área de cada rectángulo del histograma
o el área correspondiente al intervalo dado en el
polígono, determinan la probabilidad experimental o la
cantidad de máquinas (en unidades), para las cuales el
indicador de fiabilidad se encuentra entre los límites del
intervalo dado.
Los puntos del polígono, se forman interceptando
las ordenadas con iguales probabilidades en el intervalo y las
abscisas equivalentes a la mitad de estos intervalos. Los puntos
de la curva de probabilidades experimentales acumuladas se
forman, interceptando las ordenadas equivalentes a la suma de las
probabilidades del intervalo anterior y las abscisas del final
del intervalo dado.
Los puntos iniciales y finales del polígono en el
eje de las abscisas se desplazan en medio intervalo con
relación al inicio del primer intervalo y final del
último intervalo correspondientemente a derecha e
izquierda. Las cifras en el eje de las ordenadas del histograma o
del polígono, indican la cantidad de indicadores de
fiabilidad (en unidades), realizados durante el transcurso del
intervalo dado en la fila estadística (A).
V- Determinación del coeficiente de
variación.

VI- Selección de la ley teórica
de distribución para comparar la información
experimental.
Para aumentar la exactitud de los cálculos
correspondientes a indicadores de fiabilidad, la
información inicial se compara con una ley teórica
de distribución.
Referido a indicadores de fiabilidad para tractores y
máquinas agrícolas, así como para estos
indicadores en sus elementos, se emplean preferentemente la ley
de distribución Normal y la ley de distribución de
Weibull- Gnedenko como ya se ha explicado.
En una primera aproximación, la ley a la cual
debemos acogernos puede ser seleccionada en dependencia del valor
del coeficiente de variación (V), siguiendo para ello la
siguiente recomendación:
Si V(0.30. Se debe seleccionar la ley de
distribución Normal.
Si V (0.50. Se debe seleccionar la ley de
distribución de Weibull.
Si el valor del coeficiente de variación (V) se
encuentra en el intervalo comprendido entre 0.30 y 0.50, se
selecciona la ley de distribución (Normal o de Weibull),
en dependencia de la que garantice mayor correspondencia con la
distribución de la información experimental. La
exactitud de esa correspondencia se evalúa a través
del criterio de complacencia o de correspondencia.
La función de la ley teórica de
distribución se caracteriza por
parámetros.

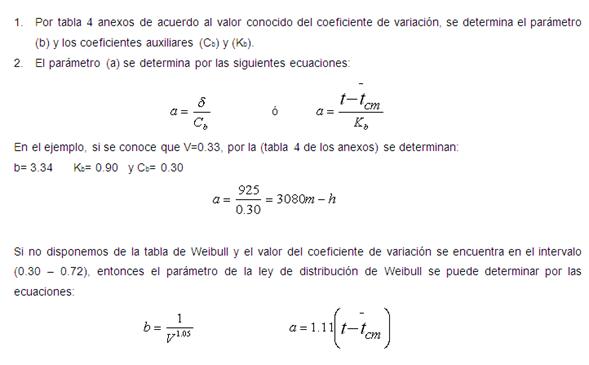
Los parámetros de la ley de distribución
de Weibull se determinan de la siguiente forma.
2. Determinar las necesidades de repuestos
correspondientes a la unión casquillo de
biela-bulón, si el programa de la empresa reparadora es de
5000 motores.
Solución.

Para los cálculos posteriores se utiliza la
información que brindan los datos del micrometraje y que
aparecen a continuación con N=32.
Tabla 5 Datos del micrometraje practicado a las piezas
objeto de estudio de ocho tractores.

Nota: Téngase en cuenta que se habla de 32
piezas, porque como en cada tractor existen cuatro de este tipo y
son (8) tractores, el resultado final es 32.
2- Selección de los puntos experimentales y
determinación de sus coordenadas.
a)- De la tabla de datos iniciales se copian los valores
de las holguras en [&µm], quedando esta como sigue: 60,
80, 90, 100, 110, 110, 110, 120, 120, 130, 130, 130, 130, 140,
140, 140, 160, 170, 170, 180, 180, 180, 190, 190, 190, 200, 210,
210, 220, 230, 250, 260.
Tabla 6

a)- Los resultados anteriormente obtenidos, ubicados de
manera ascendente serán: 60, 80, 90, 100, 110, 110, 110,
120, 120, 130, 130, 130, 130, 140, 140, 140, 160, 170, 170, 180,
180, 180, 190, 190, 190, 200, 210, 210, 220, 230, 250,
260.
b)-Se conforma la fila estadística según
ecuaciones:

Tabla 7 Fila estadística de
información.

(32)- suman 32 por ser los elementos
muestreados.
Para los intervalos, teniendo en cuenta el valor
inicial asumido, la magnitud de estos y su cantidad se
conforma la tabla 8
Tabla 8 Valores iniciales, finales y medios del
indicador de fiabilidad.

Para el 1er intervalo:

Para el 3er intervalo será:

Para la ley de distribución de Weebull,
según la ecuación correspondiente y se llena la
Tabla 9.

Los valores de las elaboraciones que aparecen en la
(tabla 5), se deben ordenar de manera ascendente, por tanto
serán: 1200, 1540, 1800, 1980, 2120, 2200, 2830, 3240.
Pero se trabaja solo con los (6) primeros por tratarse de (6)
intervalos.
Entonces:

Para determinar abcisas en la ley de distribución
normal, si se toma como se ha dicho 2 &µm=1mm por
comodidad, y se sabe que los valores medios de los intervalos
son:

Para mayor comodidad en las construcciones posteriores,
es recomendable unir en una sola las (tablas 8 y 9), y se
conforma la tabla 10.
Tabla 10 Valores medios de los intervalos y sus
coordenadas.

3- Selección de la ley de distribución y
determinación de sus parámetros.
a)- Sobre un papel milimetrado se marcan puntos
experimentales (x), (y) y se trazan las rectas de la ley de
distribución normal y de Weebull. Figura 2.

Figura 2 Esquema para el cálculo de necesidades
de repuestos bulón-casquillo
b)- Sobre la base de una comparación visual de la
información experimental, se selecciona la ley de
distribución de Weebull.
c)- Según las ecuaciones correspondientes, se
determinan los parámetros de esta ley (a) y
(b).

2a. Determinar la cantidad de piezas aptas sin
reparación y/o recuperación, y la cantidad de
piezas que exigen sustitución en %.
De las condiciones técnicas para desechar las
piezas defectuosas, se determina como permisible para
reparación la magnitud de la holgura ![]() pues, según los
pues, según los
datos de la tabla 11 para el defectado de esta unión se
tiene:
Tabla 11 Datos para el defectado de la unión
casquillo – bulón.

Proyectando el segmento 77.8 del eje de las X a la
línea integral, se obtiene el segmento MN = 61mm (medido
directamente sobre el papel).
d)- Por la (tabla 10 anexos) se determina:
– Cantidad de uniones aptas: 0.15 ó 15%, pues
60.9 = 61. (Se busca el número 61 o próximo a este
y en este caso, coincide con 0.1 y 5).
– Uniones que requieren reparación o
sustitución 85% ó 5000 (0.85) = 4250 de cada una
(bulón y casquillo).
Sobre esta base se piden los repuestos o se establece el
plan de recuperación.
¿Cómo conocer más detalles
informativos a cerca del ejercicio anterior?
Para ello, y considerando los mismos datos, se procede
del siguiente modo:
Se conforma la fila estadística distribuyendo las
dimensiones en orden ascendente, tanto las de los bulones como
las de los bujes o casquillos según tabla 12
Tabla12 Fila estadística de
información.

Se ubican estos puntos experimentales en un papel
milimetrado y a través de ellos se trazan las curvas
integrales para conformar la figura 3.

![]()
Figura 3 Esquema para el cálculo
de las necesidades de repuestos de la unión casquillo-
bulón por el método de los puntos de
coordenadas.
De acuerdo a las curvas integrales, se determinan las
cantidades de piezas que no necesitan reparación si se
casan con piezas salidas de explotación, las piezas que no
necesitan reparación si se casan con nuevas y la cantidad
de piezas que necesitan ser sustituidas.
¿Qué importancia tiene reconocer
esto?
De las condiciones técnicas para el defectado, se
determinan las dimensiones permisibles de los casquillos y
bulones.

![]()
Sobre la base de la información inicial, se puede
determinar cuál es la manera más económica
de completar esta unión.
Pueden existir tres variantes:
1- Se desecha la unión de acuerdo a la
magnitud de su holgura. (reparación sin
despersonificación).
En este caso, tal y como demuestra el calculo anterior,
en la empresa reparadora se demanda una cantidad equivalente al
85% de piezas nuevas (de cada tipo), de acuerdo a su plan de
producción.
Considerando el costo de un bulón =1.10 ($), y el
costo de un buje o casquillo = 0.31 ($), el costo del
completamiento según esta variante será:
D1= 0.85 * 5000 * 4 (1.10 + 0.31) =24000
pesos.
3 Determinar el recurso de trabajo residual del
motor D-50 a través del parámetro de
diagnóstico "pase de gases al
cárter".

Figura 4 Del pronóstico del
recurso de trabajo residual del motor D-50 a través de una
medición de control.
4 Durante el diagnóstico técnico de
un motor, se determinó que el valor del parámetro
"pase de gases al cárter" era de pm1 = 32 l/min.
Después de un trabajo útil de t´=1500 m-h, se
realizó la segunda medición del mismo
parámetro y el valor obtenido fue de pm2 = 63 l/min.
Determine el valor del recurso de trabajo residual de trabajo del
motor por este indicador, si se conoce que plim = 76 l/min; pinic
=24 l/min y ( = 1.3. Construir el
gráfico.

Figura 5 Del pronóstico del
recurso de trabajo residual del motor D-50 a través de dos
mediciones de control.
5. Determinación del recurso gamma
porciento ((%) de los elementos de precisión Plunger
– Camisa en las bombas de inyección tipo
UTN.
Se someten a estudio a modo de ejemplo un total de 16
bombas de inyección hasta una elaboración de 2 650
m-h.
Al producirse el fallo antes de la elaboración
prefijada para el estudio, las pruebas de hermeticidad
hidráulica realizadas a los elementos de precisión
plunger-camisa permitieron obtener los resultados que se recogen
en la tabla 15, donde además se relacionan los valores del
tiempo de trabajo (tb) realizado por las bombas.
Tabla 15 Valores de hermeticidad, hermeticidad promedio
y tiempo de trabajo de los elementos de bombas
investigados.

Como se observa, solo 10 de los 16 agregados estudiados
fallaron como consecuencia de defectos, (desgaste) en sus
elementos de precisión plunger-camisa durante la
explotación.
De acuerdo con estos resultados, el tiempo de trabajo de
los agregados que fallaron se puede escribir como:
Tm1= 1 050; Tm2= 1 120; Tm3= 1 300; Tm4= 1
375; Tm5= 1 425; Tm6= 1 575; Tm7= 1 625; Tm8= 1 815; Tm9= 1 923;
Tm10= 2 100 moto-h.
Estos son los valores de las abcisas en la curva de
mortandad del recurso, la cual se construyó de la
siguiente forma:
Como primer punto de la información para las
ordenadas se tomó la magnitud (tcm) igual a:

Con ayuda de estos datos se construye la
curva de mortandad del recurso de trabajo de las bombas de
inyección sometidas a estudio. Figura 16

Figura 16 Curva de mortandad del recurso
de trabajo de las bombas de inyección
analizadas.
Del análisis de la misma se deduce, que el
recurso técnico 80% de los elementos de precisión
plunger-camisa estudiados, se encuentra en el intervalo 1 400 a 1
500 moto-h. Es decir, el 80% de los agregados deben trabajar sin
fallos en sus elementos de precisión hasta alcanzar las 1
400- 1500 moto-h de trabajo y este valor dista mucho del promedio
establecido por el fabricante para estas piezas igual a 2 650
moto-h.
Bibliografía
1. Beltrán Cabrera, Ing. Félix R.
Tesis en opción al título académico de
Master en Ingeniería Industrial (mención
mantenimiento). Santa Clara. Año 2001.2. Crespo, A. Análisis y diseño
de las políticas de mantenimiento mediante
métodos cualitativos. Revista Mantenimiento.
España. Julio – Agosto 1995. No. 86
pág.17.53. Creus i Solé, A. [1991] Fiabilidad. Y
seguridad de los procesos industriales./ Editorial Marcondo.
España.4. Cyert & March [1965] Your future in
Industrial Engineering./ Referidos por R.W. Hammond./
Richard Rosen Press. USA, pp. 234-250.5. Gost 13377- 75 Fiabilidad.
6. http://www.mantención.com
.7. Jurán, J.M. Manual de Control de la
Calidad. Cuarta Edición. Traducción Joseh
María Valhonrat Bou. Mc graw Hill. Madrid. Año
1993.8. Nashlas J. A, Fiabilidad.
9. NC 92- 10/ 78 Fiabilidad, términos y
definiciones.10. Selivanov A. I. Fundamentos teóricos
de reparación y Fiabilidad de la técnica
agrícola. Moscú. Kolos. 1984.11. Shalvov, B. Sistema para asegurar la
fiabilidad del objeto. Bilnius. URSS. 1978 en
Ruso.
Anexos
Tabla 1

Tabla 2 Función diferencial (función de
densidad de probabilidades) de la ley de distribución
Normal.
Tabla 3 Función integral (función de
distribución) de la ley de distribución
Normal.

 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |